.jpg)
Craft Malts/クラフトモルト 【麦にも拘る】

こんにちは!やざわです。
京都先端科学大学/KUASにある、Kyoto Malt & Koji House さんに見学に行ってきました。モルトを中心に話を聞いてきまして、地域性のあるモルト【craft malts】の一片を学んできましたので、それを共有出来たらと思います。ホップに注目が集まるクラフトビアシーンですが、少しずつ全ての原料、材料にcraftな意識が向いてくると素敵だな~と思います。
では、いってみましょう。
Kyoto Malt & Koji House
まずはお世話になったKyoto Malt & Koji Houseの説明をしていきます。Kyoto Malt & Koji House(以降, 京都モルト)は、京都亀岡市にある京都先端科学大学に位置しています。プロジェクトとして、京都産原料100%ビールプロジェクト(K100)を進めており、京都産の大麦などを製麦/maltingを行っています。また、製麦だけでなく麹も作っています。つまり、ローカルにモルトと麹を作っている会社です。
麹も非常に魅力的ですが、僕が紹介するのも憚られますので、麦の部分にピックアップして説明していきます。
研究所
京都モルトは、研究所としての側面が強く、モルトスペックを計測する設備が整っています。製麦会社といえば、当たり前と片付けられてしまいますが、こと日本に置いては小さなモルト会社が、高い研究機材を揃えることがどれだけ大変なことか想像に難くありません。一体、何万円するのか想像も付きませんが、設備だけなら中国製1kLの仕込み設備が楽勝で買えるのでないでしょうか。残念ながら研究機材の写真はないので、引用して海外の研究所の写真を貼っておきます。

こんな感じ。
ホップを作るところはどんどん増えてきましたが、モルトを作るとなると少し大変なことが多いです。それはどうしてかというと、モルトスペックが醸造において大きな意味合いを持つからです。モルトスペックについての記事は下から↓(part.2まで(..))。
このようにモルトは数値として重要なものがたくさんあって、作ってみて”よし!じゃあ早速これつかってみましょう!”とするのは難しかったりするんですね。もちろん焙煎具合を高めてベースモルトとしての特徴をあんまり重要視しない方法もあるんでしょうが、せっかくならシングルモルトで使ってみたいですよね。シングルモルトで使うということはベースモルトとして使用することで、そうなるとやっぱりきちんとした数値を算出しないといけません。
じゃあホップはというと。僕が個人的に思うのは、α酸値くらいしか見てない人も多いのではないでしょうか。
特に現代ではドライホップやレイトホップといって、あまり熱を加えないホッピングする手法も多いです。これによってあまり苦みも出ず、香りの特徴が出やすいです。地域で少量生産のホップとなれば、ビタリングで使うのはなんというか、ちょっともったないのかも(ビタリングで特徴が出ないと言ってるんじゃなく、レイトホップの方がより特徴が出やすいというだけ)。だから、正味ホップの数値が何も出てなくても、あんまり気にならないんですね。
α酸が高かろうが、低かろうが、ビタリングで使わないならあんまり関係ないんです。
そういうわけで商業用にモルトを作るというのは非常に難易度が高く、それにチャレンジングしている京都モルトさんはとてもかっこいいんです。実は、製造を行っている篠田さんは、日本人で唯一(2020/04/03現在)のCraft Maltsters Guildの会員です。色んなサミットがあって、毎年2月にmalt のカンファレンスに参加されています。
Who Are We? | Craft Maltsters Guild
Craft maltsters are taking on a slew of herculean challenges within our food system, with huge implications for local-to-regional grain economies. For craft maltsters to succeed, they need the support of a community. The Guild is here to help. Formed in 2013 by eight craft malthouses, the Craft Maltsters Guild emphasizes quality and craftsmanship as a requirement for success.
Craft malt

クラフトビールという言葉が浸透してきて、クラフトモルトのイメージもなんとなく掴みやすいかと思います。まずは、アメリカの定義を見て、Craft maltが何を指しているのか確認しておきます。
definition/定義
We define Craft Malt as:
- Small: A Member Malthouse produces between 5 metric tons (5.5 US tons) to 10,000 metric tons (11,000 US tons) per year.
- Local: Over 50% of grains are grown within a 500-mile radius of the Member Malthouse.
- Independent: Each Member Malthouse must be independently owned by a 76% majority of ownership.
Craft Maltsters Guildによる、Craft maltの定義です。
- 小規模:モルトの収穫量が5~10,000トン/年の範囲内
- 地域性:モルトに使用する穀物の半分より多くが、製麦所の半径500マイル/800km圏内で栽培されたものを使用
- 独立性:製麦所の株式76%以上を製麦所が独自で所有していること
これがcraft maltの定義で、クラフトビールの定義と観点はほとんど一緒です。ただ、やはりこの基準はアメリカ基準でそのまま日本に置き換えるとどうなるでしょうか。
10,000トンのモルトは、40MLくらいのビールが作れます。2018年の日本のビール生産量が5,000MLくらいで、その1%くらいが大手4社以外が賄っています。それが50MLくらいなので、以下に日本と規模が違うか分かります。また、半径800kmは東京に製麦所があれば、本州を全て網羅できます。独立性に関しては、特に言うことはないです。
大事なのは、こういう考え方であって、なるほど地域の材料を使って、美味しいモルトを作っているのだなという認識で良いと思います。そもそも日本はクラフトビールの定義を決める段階にすらなっていませんから、クラフトモルトの定義もまだまだこれからの話でしょうか。
merit/メリット

craft maltsters guildが考えるクラフトモルトのメリットには、4つの観点があります。
- local ingredients
- 地域の経済を潤滑にすること
- customer service
- 小ロットで色んなモルトを作ることで、多くの実験ができて使い手に有益
- diverse methods
- 新しいモルトを多品種作れることで、その地域固有の品種が誕生する可能性がある
- quority ingredients
- 栽培から、マッシュタンに入るまでの全ての過程で分析をできるので、高品質なものが作れる
ホップに目が向きがちなクラフトビアシーンですが、アメリカでは2020年にはモルトに着目したビアシーンになるのではという記事もあがっています。アメリカでは、既に地域固有のモルトを作っていこうという段階に入っていて、クラフトビールがよりローカルな側面を強めていくのだろうなと感じます。日本でもこうしたクラフトモルトの波が広がり、大手との契約栽培以外に二条大麦の需要があるんだなと認識する新しい農家さんが増えてくると楽しそうです。特に、こと日本では、そもそも商社が原材料を管理しているので、栽培量が大きなモルトしか入ってきづらそうです。情報にアンテナを張っていないと新しいモルトに出会うことは難しいはずです。
地域固有の栽培方法などに、この品種を組み合わせるととんでもなく面白いモルトができた!みたいな話が僕の今住む滋賀でも発展していくようにどんどん協力して、勉強していき〼
K100~畑からグラスまで~

京都府では、京都モルトが中心となって、"京都産原料100%でビールを作る"プロジェクトが進行しています。この通称"K 100"について簡単に触れていきます。
日本のクラフトビールは現在、水以外はすべて輸入した原料(麦芽、ホップ、酵母)で造られています。これらを段階的に国産化し、「畑からグラスまで」を地域で完結させることで、「地域を潤すビール」を造りたい。「京都産原料100%ビールプロジェクト(K100)」は、府内の小規模ブルワリー、原料生産者、飲食業者、大学、自治体が緩やかに連携して、ローカルビール産業の新しいかたちを目指しています。引用: https://www.facebook.com/kyoto100brew/
京都産100%が示すプロジェクトの壮大さ
ビールの原料:京都産モルト100%の難しさ
国産モルト100%の難しさというと、単に思いつくのが、”美味しいモルトを作ること”が難しいように思えます。それももちろんですが、実はそれに加えて乗り越えなくてはいけない課題があります。
【京都産モルト100%の難しさ】
ビール用大麦には補助金が出ないこと
大手による契約栽培が(ほぼ)100%なこと
ベースモルトは特定の研究機関が必要なこと
狙ったモルトを作るということ
それぞれ見ていきます。
①補助金
日本の農業は生産者に補助金を付けることがあり、生産者の負担を減らす仕組みがあります。大麦農家もその一つで、大麦には補助金がかけられています。しかし、直接支払い交付金という補助金においては、「ただし、ビール用麦は対象外」としっかり明記してあります。
今は、大手がJAを通じて二乗麦を高価(補助金がない分)で買い取ることで生産が続いていますが、ここに一般でビール用麦を購入しようとすると、如何に単価が上がるか想像は容易です。海外のモルトは大規模生産が幅を利かし、こと日本においても200円/kg以下で輸入してくることがほとんどです(*もちろん品種によるけども)。100%を国産モルトで担うと、原材料費も相当跳ね上がりますので、今後は何か上手な方法を見つけるか、国が動いて仕組み自体を変えていく必要がありそうです。
②大手の契約栽培
もともと大手以外にビール造ろうかという考え自体が出てきたのが1994年からですが、それ以前からもちろん大手は国産の原料を使っている歴史があるわけです。つまり、それまではビール用の麦というのは大手以外に買う人がいませんでした。当然パワーバランス的にも、契約栽培で大手がコントロールしていきます。年間何tの麦芽を納めますという契約のもとで農家さんも麦を作ります。余る年があれば、不足する年もあるはずで、現状の農家さんに依頼するとなると余った年以外でそもそも麦を手に入れることができません。安定した麦の供給を京都府だけで行うとなると、麦農家さんを新規で開拓する必要もありそうですし、生産力向上の技術も必要でしょうか。
③ベースモルトの研究
ベースモルトは、ビールの骨格を支える原料です。味わいだけでなく、糖分量、酵素力、タンパク質量、FAN(酵母の栄養素)、なんだかんだと知らないといけない数値がたくさんあります。モルトを購入するときは、必ずこれらの項目が書いてあります。これらの数値は、顕微鏡で簡単に測定できるものではなくて、特定の研究機関が必要です。需要がめちゃくちゃ限定されてる機械なのに、正確さを要求されているので価格はとんでもないです。そこそこ立派な醸造所が建つのでは?という金額かもしれません。
④美味しいモルト
結局はやはりここが一番の難所かもしれません。農作物ですから、研究が進んでいるアメリカやヨーロッパと気候の異なる日本で育てた麦を日本の土壌でモルトにすることはそのまま”公式”を当てはめても狙ったものが作れるとは断言できません。篠田さんも仰っていましたが、少しずつ時間と温度の感覚を掴んでいくそうです。麦を洗ってからモルトが完成するまで約2週間の間に変化するファクターは数限りありません。その中でも1つずつ1つずつ狙った数値を求めてくところに職人としての生き様を感じます。
ビールの原料:京都産ホップ100%の難しさ

国産ホップ100%使用することの難しさをまとめてみます。
【京都産ホップ100%の難しさ】
ホップ栽培に適した土地は緯度35度以上
国産ホップ栽培のデータが少ない
収穫期の労働量
モルトに比べれば、比較的壁は少ない方でしょうか。研究機関について触れてないのは上で説明した通りで、α酸値はなくてもビールは作れます。
①ホップ栽培に適した土地は緯度35度以上
ざっくりとホップ栽培について重要なところを伝えると、冷涼&豊富な日射量の2つです。他にも水はけだったり、防虫機能だったりもあるんですが、より重要なポイントが冷涼な気候と、豊富な日射量だと考えています。夏場に冷涼な気候というと、どの辺りを想像しますか?山の上だったり、北極とかだったりしますよね。次は、日射量ですが、夏場に日射量が一日多いところはどこでしょうか。北欧などで”白夜”という現象を聞いたことがないでしょうか。緯度が高い地域というのは、地球の独特の傾きからずっと太陽に当たる時間が長いんですね。
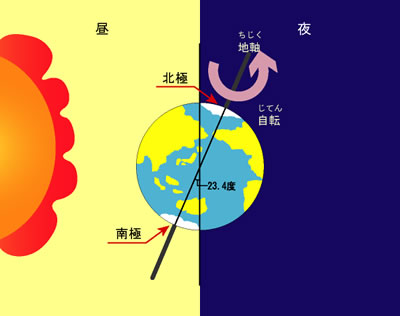
引用:環境省
つまり、冷涼で、夏場(ホップの栽培時期)に日射量が多い地域というのは緯度が高くないといけないんです。そして、そのラインのギリギリが一般的には35度と言われています。
京都駅の緯度がちょうど34.985度くらいなので、京都の緯度がどれくらいかというのはなんとなく想像がつくでしょうか🎈
ぎりぎりの栽培環境を攻めているわけですね!
②国産ホップ栽培のデータ
ホップを栽培してみよう!となったときに、どんな土壌でどんな栽培をしていくのが日本の土壌に適しているのかというデータは海外に比べるとぐっと少なくなります。ただ、国内では非常にパッショネートなホップ農家の方も沢山居ますので、心強いですね!
③収穫期の労働量
ホップは蔓性の植物で、めちゃくちゃ高く伸びていきます。6mくらい。で、ホップは無慈悲なことに低い位置にばっかり出来るわけではないんです。規模化していくと、蔓ごとバチコンと切ってホップと蔓や葉を分けることが機械で出来て楽ちんです。しかし、それをするには日本の国土と現在の需要量だとちょっと厳しいです。ですので、どうやって収穫するかというと、手摘みです。手摘みを高い場所でやるということは、はしごを使います。ちょっと積んではずらして、積むの繰り返し。途方もない作業で、危険も伴うのが想像に難くありません。
国産のホップ栽培も需要が伸び、産地が広がれば、きっと機械化できるチャンスも来そうです。研究機関ができれば、日本にあった品種の開発にも拍車がかかると思います(大手でやってるんだろうけど、どこまで熱が入ったプロジェクトか分からない)。
ビールの原料:京都産酵母の難しさ
京都産酵母とはそもそもなんだろうかという話になりますが、k100のFBの説明によれば下のようになります。
京都を分離源とする野生酵母のみを使用
つまり、京都から採取された野生酵母を純粋培養して、ビールに使用していこうということでしょうか。純粋培養自体はこれまでの難しさと比べればそこまで難しくはないでしょうが、新種のものだったり、”美味しいビール”を作るとなった場合には難易度はぐっとあがりそうです。
【京都産酵母100%の難しさ】
単純に野生酵母で作るビールは難しい
これまで比べるとライトに思えそうですが、野生酵母のみを使ってビールを作るというのはそう簡単ではありません。理由は大きく分けると3つで、汚染リスク・データが少ないこと・好気性発酵の可能性です。
まず、第一に考えられるのは汚染リスクですが、野生酵母というのは、乳酸菌だったりブレッタノマイセスだったり、その他もきっとあるんでしょう。それらはビールイーストと共生することができて(ホップ耐性があればですが)、ビールに酸味を始めとした特徴的な味わいを与えます。功を奏せば複雑怪奇で素晴らしいビールとなりますが、そうならないことも多いです。そのため、基本的なビール醸造はこれらの混入を徹底的に避けます(混入することをコンタミ/contaminationと呼びます)。ですので、仮に醸造委託名で製造するときも別のビールタンクには野生酵母を混入したくないケースも多いでしょうから、委託を断るブルワリーもあって然るはずかと思います。
また、野生酵母自体の使用の醸造データはたくさん転がっていますが、野生酵母100%となるとなかなかぶっとんだレシピで、データは少ないかと思います。日本ではあるのかな?そんなレベルです。参考に面白そうなブログを見つけました。Chad Yakobsonと言えば、Brettanomycesでしょうか。Crooked Staveを創業し、Brettanomycesを使用したビールプロジェクトをまとめています。参考になれば。
The Brettanomyces Project
I'm excited to say I finally finished up writing and have submitted my dissertation on Brettanomyces yeasts titled "Pure Culture Fermentation Characteristics of Brettanomyces Yeast Species and Their Use in the Brewing Industry". The project took an additional five months of compiling data and writing to get it all finished.
最後に、好気性発酵という特徴についてです。ビールイーストや乳酸菌は嫌気性発酵(乳酸菌は全部が全部かそうかはわかりません)です。しかし、ブレッタノマイセスというものは好気性発酵ですので、酸素が一定量供給される環境でないといけません。仮にその種を選定し、使用した場合、普通のビールタンクで行うのは普通より難易度があがります。どうしてかというと、密閉されているタンクに外から酸素を供給すると、ガスウォッシュといって、揮発性の香りを飛ばしてしまう可能性があります。優しく供給すればいいじゃないかと言っても、外から一定の圧力で供給する以上、ガスウォッシュは起きてしまうと思います。
ですので、普通は密閉されているタンクでなく、細かい隙間の空いた木樽で発酵させることが多いですね。ただ、その木樽もk100の規格に沿えば、京都産の樽ということになるのでしょうから、それを入手する経路も探さないといけません。
ただ、こんなに難しいと言ってますが、それだけ達成したらばとんでもない達成感に京都中が包まれると思います。ああやってみたらどうか?こうやってみたらどうか?と参加者の人がみんなで課題を解決して、一つのプロジェクトを動かすなんて楽しいに決まってます!とってもワクワクしますね。僕もお酒を覚えた土地・京都に少しでもお力添えができたらなあ~なんて思います。ワクワク。
Fullsteam Brewery
K100プロジェクトを理解するためのソースとして、Fullsteam というノースキャロライナ州のクラフトブルワリーを提示していただきました。
Our beer | Fullsteam Brewery
Skip to Main Content Menu Fullsteam brews distinctly Southern beer that fosters agricultural pride and prosperity in a post-tobacco South. By buying local to brew local, we aim to improve the quality of life of local farmers, foragers, and agricultural entrepreneurs. We seek to pioneer a Southern Beer Economy...
興味がある人は、是非HPを眺めてみて下さい。
地域のものを消費し、地域の経済を回すということがどういう活動かということを、日本の様々なブルワリーも大いに学びになるのではないでしょうか。
終わりに
僕は、どうしてもクラフトモルトと聞くと、テロワールや地域固有のモルトの味わいにばかり気を取られてしまいます。しかし、モルトハウスの篠田さんは、こう仰っています。
AIとロボットの時代に人間は、”人間の意思と心”のこもった労働とその成果物を、より尊ぶだろう
学部の卒論をやっていたときに、大手と契約栽培しているホップ農家の方にお話を聞いたことがあります。「どんなにホップを育てても、それが結局どういう仕組みで使われて、どんなビールのなっているのか知らない」。どんなに地域で栽培したものを使っても、それが何に使われて、どんな味わいになったのかが分からなければそこに"心"を感じないということなのでしょうか。作り手から、消費者までが一貫して関わり続けて、自分の五感で味わって消費するという原始的で時代に逆行する活動は、"AI”によってその価値を再認識する。
長い時間をかけても、今の自分にはこれくらいの理解しか出来てませんが、地域と絡み色んなことを学んでいくうちにまた思考もクリアになってくるかと思います。そのときは、また更新します。
最後になりますが、
突然のお願いにも関わらず、長い時間を割いてお話をしてくださった篠田さんに心より感謝申し上げます。









Reply